


西门子CPU312C模块6ES7312-5BF04-0AB0
上海湘康自动化设备中心

SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A可并联.
4、HMI 屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
MIDASTER系列:MDV
2、全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
西门子200千瓦变频器6SE64302UD420GA0

================================

SIMATIC Technology
优点:所有的工艺功能(包括:运动控制工艺,故障保护,PLC工艺功能),
(PROFIsafe) 的集中式和分布式故障I/O,以及故障驱动器,可连接到SIMATIC CPU 317TF-2DP。作为故障安
与布线工艺相比较,采用PROFIsafe技术,可显著节省布线成本、布线故障风险,并大大增强调试的灵活性。
西门子S7-200系列PLC控制器 概述
S7-200系列PLC适用于各行各业,各种中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有极高的性能/价格比。

产品简介
西门子S7-300系列PLC控制器,SIMATIC S7-300 是模块化的微型 PLC ,可中、低端的性能要求。模块化、无风扇设计、易于实现分布式结构以及方便的操作,使得 SIMATIC S7-300 成为中、低端应用中各种不同任务的经济、用户友好的解决方案。
产品详细信息
西门子S7-300系列PLC控制器,西门子S7-300PLC控制器,西门子PLC控制器,西门子S7-300控制器,西门子S7-300系列PLC可编程控制器
西门子S7-200,300PLC 处理器,可编程控制器 PLC编码器模组 PLC模块 通讯模块 现货销售
20个不同的CPU:
7种型CPU(CPU 312,CPU 314,CPU 315-2 DP,CPU 315-2 PN/DP,CPU 317-2 DP,CPU 317-2 PN/DP,CPU 319-3 PN/DP)
6 个紧凑型 CPU(带有集成技术功能和 I/O)(CPU 312C、CPU 313C、CPU 313C-2 PtP、CPU 313C-2 DP、CPU 314C-2 PtP、CPU 314C-2 DP)
5 个故障型 CPU(CPU 315F-2 DP、CPU 315F-2 PN/DP、CPU 317F-2 DP、CPU 317F-2 PN/DP、CPU 319F-3 PN/DP)
2种技术型CPU(CPU 315T-2 DP, CPU 317T-2 DP)
18种CPU可在-25°C 至 +60°C的扩展的温度范围中使用
具有不同的性能等级,不同的应用领域。
西门子S7-300系列PLC控制器 详细介绍
SIMATIC S7-300 是模块化的微型 PLC ,可中、低端的性能要求。
模块化、无风扇设计、易于实现分布式结构以及方便的操作,使得 SIMATIC S7-300 成为中、低端应用中各种不同任务的经济、用户友好的解决方案。
SIMATIC S7-300 的应用领域包括:
多种性能等级的 CPU,具有用户友好功能的全系列模块,可允许用户根据不同的应用选取相应模块。任务扩展时,可通过使用附加模块随时对控制器进行升级。
SIMATIC S7-300 是一个通用的控制器:
- 具有高电磁兼容性和抗震性,可大限度地用于工业领域。
S7-300F
SIMATIC S7-300F 故障自动化可使用在对要求较高的设备中。其可对立即停车进行控制,因此不会对人身、造成损害。
S7-300F 下列要求:
- 要求等级 AK 1 - AK 6 符合 DIN V 19250/DIN V VDE 0801
- 要求等级 SIL 1 - SIL 3 符合 IEC 61508
- 类别 1 - 4 符合 EN 954-1
另外,模块还可用在 S7-300F 及故障模块中。因此它可以创建一个全集成的控制,在非相关和相关任务共存的工厂中使用。使用相同的工具对整个工厂进行组态和编程。
 西门子802C数控操作面板
西门子802C数控操作面板
西门子S7-300系列PLC控制器 设计 S7-300
一般步骤
S7-300自动化采用模块化设计。它拥有丰富的模块,且这些模块均可以地组合使用。
一个包含下列组件:
CPU:
不同的 CPU 可用于不同的性能范围,包括具有集成 I/O 和对应功能的 CPU 以及具有集成 PROFIBUS DP、PROFINET 和点对点接口的 CPU。
用于数字量和模拟量输入/输出的模块 ()。
用于连接总线和点对点连接的通信处理器 (CP)。
用于高速计数、定位(开环/闭环)及 PID 控制的功能模块(FM)。
根据要求,也可使用下列模块:
用于将 SIMATIC S7-300 连接到 120/230 V AC 电源的负载电源模块(PS)。
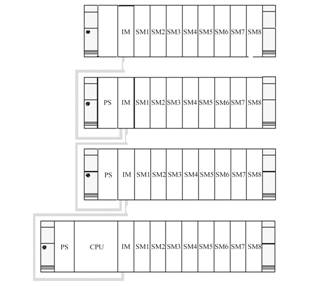
接口模块 (IM),用于多层配置时连接控制器 (CC) 和扩展装置 (EU)。
通过分布式控制器 (CC) 和 3 个扩展装置 (EU),SIMATIC S7-300 可以操作多达 32 个模块。所有模块均在外壳中运行,并且无需风扇。
SIPLUS 模块可用于扩展的条件:
适用于 -25 至 +60℃ 的温度范围及高湿度、结露以及有雾的条件。防直接日晒、雨淋或水溅,在防护等级为 IP20 机柜内使用时,可直接在汽车或室外建筑使用。不需要空气调节的机柜和 IP65 外壳。
设计
简单的结构使得 S7-300 使用灵活且易于:
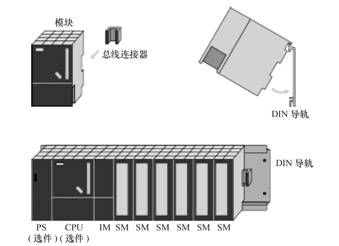
安装模块:
只需简单地将模块挂在安装导轨上,转动到位然后锁紧螺钉。
集成的背板总线:
背板总线集成到模块里。模块通过总线连接器相连,总线连接器插在外壳的背面。
模块采用机械编码,更换极为容易:
更换模块时,必须拧下模块的固定螺钉。按下闭锁机构,可拔下前连接器。前连接器上的编码装置防止将已接线的连接器错插到其他的模块上。
现场证明可靠的连接:
对于模块,可以使用螺钉型、弹簧型或绝缘刺破型前连接器。
TOP 连接:
为采用螺钉型接线端子或弹簧型接线端子连接的 1 线 - 3 线连接提供预组装接线另外还可直接在模块上接线。
规定的安装深度:
所有的连接和连接器都在模块上的凹槽内,并有前盖保护。因此,所有模块应有明确的安装深度。
无插槽规则:
模块和通信处理器可以不受地以任何连接。可自行组态。
扩展
若用户的自动化任务需要 8 个以上的 、FM 或 CP 模块插槽时,则可对 S7-300(除 CPU 312 和 CPU 312C 外)进行扩展:
控制器和3个扩展机架多可连接32个模块:
总共可将 3 个扩展装置(EU)连接到控制器(CC)。每个 CC/EU 可以连接八个模块。
通过接口模板连接:
每个 CC / EU 都有自己的接口模块。在控制器上它总是在 CPU 旁边的插槽中,并自动处理与扩展装置的通信。
通过 IM 365 扩展:
1 个扩展装置远扩展距离为 1 米;电源电压也通过扩展装置提供。
通过 IM 360/361 扩展:
3 个扩展装置, CC 与 EU 之间以及 EU 与 EU 之间的远距离为 10m。
单独安装:
对于单独的 CC/EU,也能够以更远的距离安装。两个相邻 CC/EU 或 EU/EU 之间的距离:长达 10m。
灵活的安装选项:
CC/EU 既可以水平安装,也可以垂直安装。这样可以大限度空间要求。
通信
S7-300 具有不同的通信接口:
连接 AS-Interface、PROFIBUS 和 PROFINET/工业以太网总线的通信处理器。
用于点到点连接的通信处理器
多点接口 (MPI), 集成在 CPU 中;
是一种经济有效的方案,可以同时连接编程器/PC、人机界面和其它的 SIMATIC S7/C7 自动化。
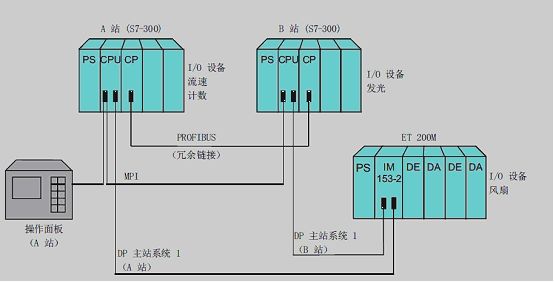
PROFIBUS DP进行通信
SIMATIC S7-300 通过通信处理器或通过配备集成 PROFIBUS DP 接口的 CPU 连接到 PROFIBUS DP 总线。通过带有 PROFIBUS DP 主站/从站接口的 CPU,可构建一个高速的分布式自动化,并且使得操作大大简化。
从用户的角度来看,PROFIBUS DP 上的分布式I/O处理与集中式I/O处理没有区别(相同的组态,编址及编程)。
西门子S7-200系列PLC控制器 功能与设计
CPU单元设计
集成的24V负载电源:可直接连接到传感器和变送器(执行器),CPU 221,222具有180mA输出, CPU 224,CPU 224XP,CPU 226分别输出280,400mA。可用作负载电源。
不同的设备类型
CPU 221~226各有2种类型CPU,具有不同的电源电压和控制电压。
本机数字量输入/输出点
CPU 221具有6个输入点和4个输出点,CPU 222具有8个输入点和6个输出点,CPU 224具有14个输入点和10个输出点,CPU 224XP具有14个输入点和10个输出点,CPU 226具有24个输入点和16个输出点。
本机模拟量输入/输出点
CPU 224XP具有2个输入点,1个输出点。
中断输入
允许以极快的速度对的上升沿作出响应。
高速计数器
-CPU 221/222
4个高速计数器(30KHz),可编程并具有复位输入,2个的输入端可同时作加、减计数,可连接两个相位差为90°的A/B相增量编码器
-CPU 224/224XP/226
6个高速计数器(30KHz),具有CPU 221/222相同的功能。
模拟电位器
CPU 221/222 1个
CPU 224/224XP/226 2个
2路高脉冲输出(***20KHz),用于控制步进电机或伺服电机实现定位任务。
实时时钟
例如为信息加注时间标记,记录机器运行时间或对进行时间控制。
EEPROM存储器模块(选件)
可作为修改与拷贝程序的**工具(无需编程器),并可进行辅助归档工作。
电池模块
用于长时间数据后备。用户数据(如标志位状态,数据块,定时器,计数器)可通过内部的超级电容存贮大约5天。选用电池模块能存贮时间到200天(10年寿命)。电池模块插在存储器模块的卡槽中。
编程
STEP 7-Micro/WIN32 V3.1编程可以对所有的CPU 221/222/224/224XP/226功能进行编程。同时也可以使用STEP 7-Micro/WIN16 V2.1包,但是它只支持对S7-21x同样具有的功能进行编程。
STEP 7-Micro/DOS不能对CPU 221/222/224/224XP/226编程。如果使用PG/PC的串口编程,则需要使用PC/PPI电缆。
如果使用STEP 7-Micro/WIN32 V3.1编程,则也可以通过SIMATIC CP 5511或CP 5611编程。在这种情况下,通讯速率可高达187.5kbit/s。 可以利用PC/PPI 电缆和口通讯功能把 S7-200 CPU 连接到许多和RS-232兼容的设备。
有两种不同型号的 PC/PPI 电缆:
带有RS-232口的隔离型 PC/PPI 电缆,用5个DIP开关设置波特率和其它配置项
西门子200千瓦变频器6SE64302UD420GA0
西门子S7-300系列PLC安装及注意事项
1、西门子S7-300系列PLC安装示意图
2、S7-300系列PLC机架扩展
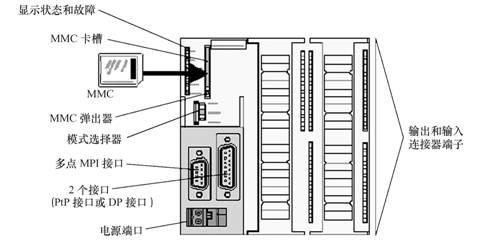
3、S7-300系列PLC的cpu通讯接口
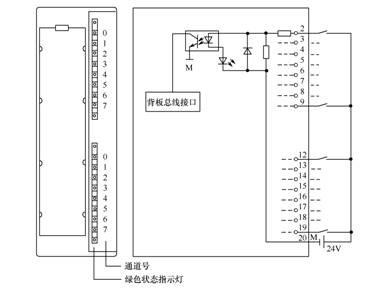
4、S7-300系列PLC的I/O模块
5、安装注意事项
1) 不要将交流电源线接到输入端子上,以免烧坏PLC;
2) 接地端子应接地,不与其它设备接地端串联,接地线裁面不小于2mm2;
3) 辅助电源功率较小,只能带动小功率的设备(光电传感器等);
4) 一般PLC均有一定数量的占有点数(即空地址接线端子),不要将线接上;
5) 输出有继电器型,晶体管型(高速输出时宜选用),输出可直接带轻负载(LED指示灯等);
6) PLC输出电路中没有保护,因此应在外部电路中串联使用熔断器等保护装置,防止负载短路造成损坏PLC;
7) 输入、输出线尽量分开走线,不要与动力线在同一管路内或捆扎在一起,以免出现,产生误;传输线采用屏蔽线,并且将屏蔽线接地;为保证可靠,输入、输出线一般控制在20米以内;扩展电缆易受噪声电,应远离动力线、高压设备等。
8) 输入/断开的时间要大于PLC扫描时间;
9) PLC存在I/O响应问题,尤其在**响应设备中应加以注意。
X6132铣床进给电动机控制线路图分析
(1)原理图
略。
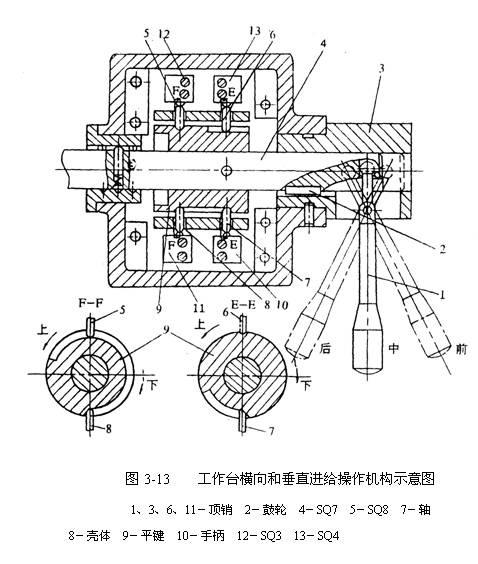
(2)工作台纵向进给操纵机构图
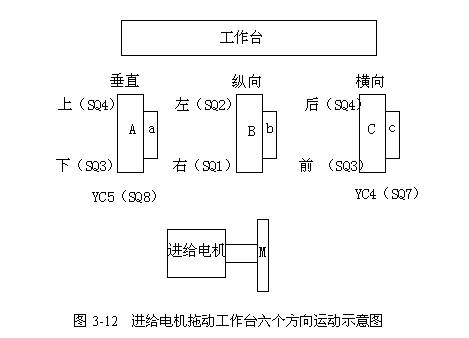
(3)1台进给电机拖动工作台六个方向运动示意图
(4)工作原理分析
条件: 将电源开关Q1合上,起动主轴电机M1,器KM1吸合自锁,进给控制电路有电压,就可以起动进给电动机M3。
①工作台纵向(左、右)进给运动的控制分析
先将圆工作台的转换开关SA3扳在“断开”位置,这时,转换开关SA3上的各触点的通断情况见表3-1。
表3-1 圆工作台转换开关SA3触点通断情况
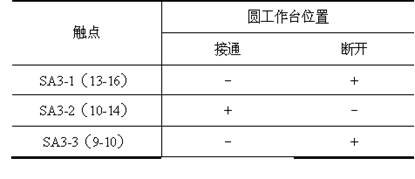
由于SA3-1(13-16)闭合,SA3-2(10-14)断开,SA3-3(9-10)闭合,所以这时工作台的纵向、横向和垂直进给的控制电路如图3-10所示。
向右运动步骤:
工作台纵向运动手柄扳到右边位置,一方面进给电动机的传动链和工作台纵向机构相联结,另一方面压下向右进给的微动开关SQ1→常闭触点SQ1-2(13-15)断开,同时常开触点SQ1-1(14-16)闭合→器KM2因线圈通电→进给电动机M3就正向,拖动工作台向右。
向右进给的控制回路是:
9→SQ5-2→SQ4-2→SQ3-2→SA3-1→SQ1-1→KM2线圈→KM3→21。
向左运动步骤:
将纵向进给手柄向左,一方面进给电动机的传动链和工作台纵向机构相联结,另一方面压下向左进给的微动开关SQ2→常闭触点SQ2-2(10-15)断开,同时常开触点SQ2-1(16-19)闭合→器KM3因线圈通电→进给电动机M3就反向转动→拖动工作台向左。
向左进给的控制回路是:
9→SQ5-2→11→SQ4-2→12→SQ3-2→13→SA3-1→16→SQ2-1→19→KM3线圈→20→KM2→21。
当将纵向进给手柄扳回到中间位置(或称零位)时,一方面纵向运动的机械机构脱开,另一方面微动开关SQ1和SQ2都复位,其常开触点断开,器KM2和KM3释放,进给电动机M3停止,工作台也停止。
终端限位保护的实现:在工作台的两端各有一块挡铁,当工作台到挡铁碰动纵向进给手柄位置时,会使纵向进给手柄回到中间位置,实现自动停车。这就是终端限位保护。挡铁在工作台上的位置,可以改变停车的终端位置。
②工作台横向(前、后)和垂直(上、下)进给运动的控制分析
条件:圆工作台转换开关SA3扳到“断开”位置,这时的控制线路也如图3-10所示。
操作手柄:操纵工作台横向联合向进给运动和垂直进给运动的手柄为十字手柄。它有两个,分别装在工作台左侧的前、后方。它们之间有机构联接,只需操纵其中的任意一个即可。手柄有上、下、前、后和零位共五个位置。进给也是由进给电动机M3拖动。
向下或向前控制步骤:
条件:KM1得电,即主轴电动机起动,同时SA3在“断开”位置。
向下控制:手柄在“下”位置,SQ8被压,SQ8-1闭合→YC5得电→电动机得传动机构和垂直方向的传动机构相连,同时SQ3被压→KM2得电→M3正转→工作台下移。
向上控制:手柄在“上”位置,SQ8被压,SQ8-1闭合→YC5得电→电动机得传动机构和垂直方向的传动机构相连,同时SQ4被压→KM3得电→M3反转→工作台上移。
向前控制:手柄在“前”位置,SQ7被压,SQ7-1闭合→Y得电→电动机得传动机构和横向传动机构相连,同时SQ3被压→KM2得电→M3正转→工作台前移。
向后控制:手柄在“后”位置,SQ7被压,SQ7-1闭合→Y得电→电动机得传动机构和横向传动机构相连,同时SQ4被压→KM3得电→M3反转→工作台后移。
向下、向前控制回路是:
6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SA3-1→16→SQ3-1→KM2线圈→18→KM3→21。
向上、向后控制回路是:
6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SA3-1→16→SQ4-1→19→KM3线圈→20→KM2→21。
当手柄回到中间位置时,机械机构都已脱开,各开关也都已复位,器KM2和KM3都已释放,所以进给电动机M3停止,工作台也停止。
总结:
向上、下进给时,SQ8闭合→YC5得电,电动机的传动机构与垂直方向传动机构相连。
向前、后进给时,SQ7闭合→Y得电,电动机的传动机构与横向传动机构相连。
向下、前进给时,SQ3闭合→KM2得电→M3得电正转。
向上、后进给时,SQ4闭合→KM3得电→M3得电反转。
③工作台的**
为什么要**?为了缩短对刀时间
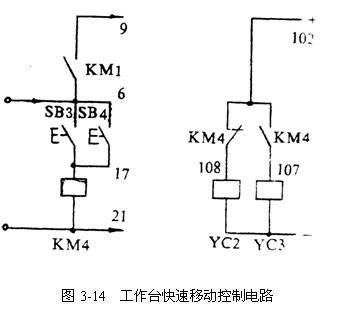
**的控制电路如图3-14所示。
主轴起动以后,将操纵工作台进给的手柄扳到所需的运动方向,工作台就按操纵手柄的方向作进给运动(进给电机的传动链M与A或B或C相连,见图3-12)。这时如按下**按钮3或4→器KM4线圈通电→KM4常闭触点(102-108)断开→进给电磁离合器YC2失电。
同时KM4常开触点(102-107)闭合→电磁离合器YC3通电,接通**传动链(进给电机的传动链M与a或b或c相连,见图3-12)。工作台按原操作手柄的方向**。当松开**按钮3或4→器KM4因线圈断电→**电磁离合器YC3断电,进给电磁离合器YC2得电,工作台就以原进给的速度和方向继续。
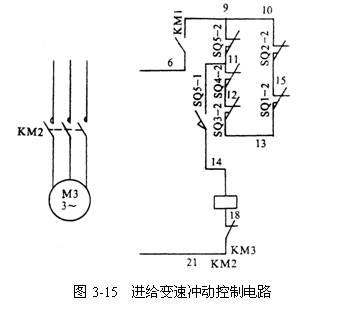
④进给变速冲动
为什么变速冲动?为了使进给变速时齿轮容易啮合。
变速分析:
条件:先起动主轴电动机M1,使器KM1吸合,它在进给变速冲动控制电路中的常开触点(6-9)闭合。
分析:变速时将变速盘往外拉到极限位置,再把它转到所需的速度,后将变速盘往里推。在推的中挡块压一下微动开关SQ5,其常闭触点SQ5-2(9-11)断开一下,同时,其常开触点SQ5-1(11-14)闭合一下,器KM2短时吸合,进给电动机M3就转动一下。当变速盘推到原位时,变速后的齿轮已顺利啮合。
变速冲动的控制回路是:
6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SQ3-2→12→SQ4-2→11→SQ5-1→14→KM2线圈→18→KM3→21。
⑤圆形工作台时的控制
圆工作台有什么作用?铣削圆弧和凸轮等曲线。
圆工作台由进给电动机M3经纵向传动机构拖动。圆工作台的控制电路如图3-16所示。
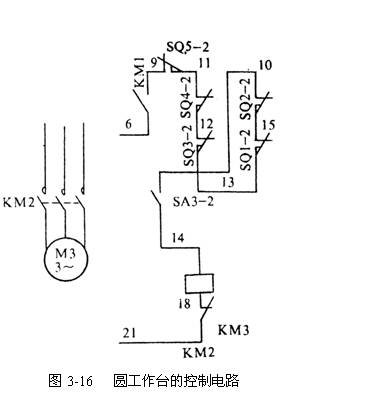
条件1:圆工作台转换开关SA3转到“接通”位置,SA3的触点SA3-2(13-16)断开,SA3-2(10-14)闭合,SA3-3(9-10)断开。
条件2:工作台的进给操作手柄都扳到中间位置。
按下主轴起动按钮5或6→器KM1吸合并自锁→KM1的常开辅助触点(6-9)也同时闭合→器KM2也紧接着吸合→进给电动机M3正向转动,拖动圆工作台转动。因为只能器KM2吸合,KM3不能吸合,所以圆工作台只能沿一个方向转动。
圆工作台的控制回路是:
6→KM1→9→SQ5-2→11→SQ4-2→12→SQ3-2→13→SQ1-2→15→SQ2-2→10→SA3-2→14→KM2线圈→18→KM3→21。
⑥进给的联锁
a.主轴电动机与进给电动机之间的联锁
为什么设置这样的联锁?防止在主轴不转时,工件与铣刀相撞而损坏机床。
联锁的实现:在器KM2或KM3线圈回路中串连KM1常开辅助触点(6-9)。
b.工作台不能几个方向同时
为什么设置这样的联锁?工作台两个以上方向同进给容易造成事故。
联锁的实现:由于工作台的左右是由一个纵向进给手柄控制,同一时间内不会又向左又向右。工作台的上、下、前、后是由同一个十字手柄控制,同一时间内这四个方向也只能一个方向进给。所以只要保证两个操纵手柄都不在零位时,工作台不会沿两个方向同时进给即可。
将纵向进给手柄可能压下的微动开关SQ1和SQ2的常闭触点SQ1-2(13-15)和SQ2-2(10-15)串联在一起,再将垂直进给和横向进给的十字手柄可能压下的微动开关SQ3和SQ4的常闭触点SQ3-2(12-13)和SQ14-2(11-12)串联在一起,并将这两个串联电路再并联起来,以控制器KM2和KM3的线圈通路。如果两个操作手柄都不在零位,则有不同的支路的两个微动开关被压下,其常闭触点的断开使两条并联的支路都断开,进给电动机M3因器KM2 和KM3的线圈都不能通电而不能转动。